
Produced Water Desalination
Produced water has become one of the largest waste streams of oil and gas production. At TETRA we believe the optimal solution to the challenge of produced water is end-to-end treatment and desalination.
We favor desalination over mechanical evaporation because it requires less energy and enables the beneficial reuse of the water in diverse applications beyond the oil and gas industry, such as agriculture, aquifer recharge, hydrogen production, industrial cooling, and more thereby converting a waste into a resource.
TETRA Oasis TDS
An economically viable alternative to saltwater disposal that converts a waste into a resource.

left: recycled produced water by TETRA
TETRA Oasis total desalination solution (TETRA Oasis TDS) is a patent-pending and optimal end-to-end technology that addresses the over-abundance of produced water—the largest waste stream in the oil and gas industry—yielding water for beneficial reuse in a multitude of applications. In a field pilot test in a major U.S. shale basin, TETRA Oasis TDS yielded up to 92% desalination of briny produced water, with total dissolved solids ranging from 40 ppm to 200 ppm. For comparison, the typical average municipal tap water contains between 300 ppm to 400 ppm.[1]
In addition to desalination, we can extract minerals from the concentrated produced water (resource) potentially lowering operating costs and further improving overall project economics.
As a total turnkey solution, TETRA Oasis TDS is easily adapted to handle produced water of widely varying feed, volume, and end-use specifications and addresses the challenges of pre- and post-treatment, desalination, and mineral extraction to deliver exceptional value. Our solution is also automated using BlueLinx which provides real-time monitoring and control to ensure reliable desalinated water quality and quantity while optimizing efficiencies across the complete desalination process.
Pre-treatment
Pre-treatment is a key step of TETRA Oasis TDS where the produced water is conditioned to maximize the downstream desalination system performance and longevity. Because produced water composition varies from basin to basin and well to well, flexibility in pre-treatment processes and technologies are a critical aspect of TETRA Oasis TDS. Drawing on our 40+ years of aqueous chemistry expertise and leadership in produced-water treatment and recycling, TETRA Oasis TDS balances CAPEX and OPEX to deliver an optimized solution.
Desalination
TETRA Oasis TDS specializes in selecting the most appropriate desalination technology or combination of technologies to yield desired key performance indicators for a given project.
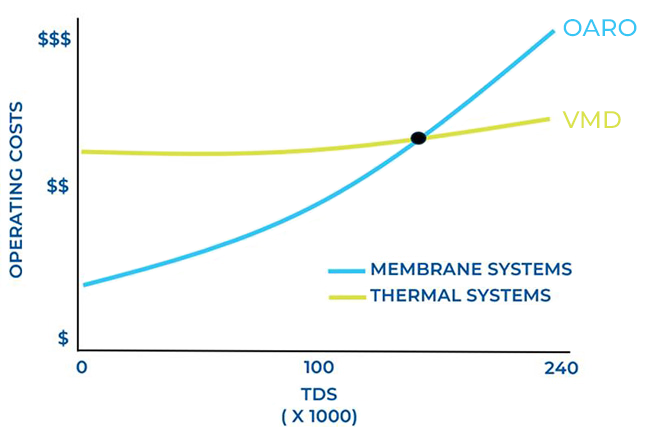
As the chart here illustrates, membrane systems have a lower total cost at low-total dissolved solids ranges but spike upward as total dissolved solids increase. By contrast, thermal desalination systems typically have less variable total costs as a function of salinity and are advantageous for high-total dissolved solids treatment. TETRA Oasis specializes in understanding this relationship and uses both system types to maximize efficiencies across the entire total dissolved solids range.
As an example, we can use osmotically assisted reverse osmosis (OARO), vacuum membrane distillation (VMD), or combination to provide optimized desalination solutions.
Post-Treatment
Depending on end-use application, including surface discharge applications that require successful Whole Effluent Toxicity tests, we can apply various post-treatments to the desalinated water to remove residual contaminants.
Mineral Extraction
Produced water often contains valuable minerals. TETRA Oasis enables extraction of these minerals thereby offsetting total costs and improving overall project economics.
Benefits of TETRA Oasis TDS:
- Optimized end-to-end solution
- Reduces disposal volumes by maximizing water recovery
- Yields a new source of water for beneficial reuse beyond the oil and gas industry such as industrial and agricultural applications
- Effectively integrates desalination technologies with proven pre- and post-treatment processes
- Flexible for treating low-to-high volumes of produced water under various feed quality
- Automated to maximize efficiency and output quality
- Enables skim oil recovery and mineral extraction to offset operational costs
- Lowers greenhouse gas emissions by utilizing waste heat when available
Beneficial Reuse Applications:
|
Waste Brine Applications:
|
Notas finales
[1] https://www.epa.gov/sdwa/drinking-water-regulations-and-contaminants#Secondary
Contacte con nuestro equipo
Our team is happy to answer your questions, provide you with a quote, or additional information. Fill out the form and we’ll be in touch as soon as possible.